1)切割速(sù)度
2)焦點位置
3)輔助氣體壓力
4)激光輸出功率
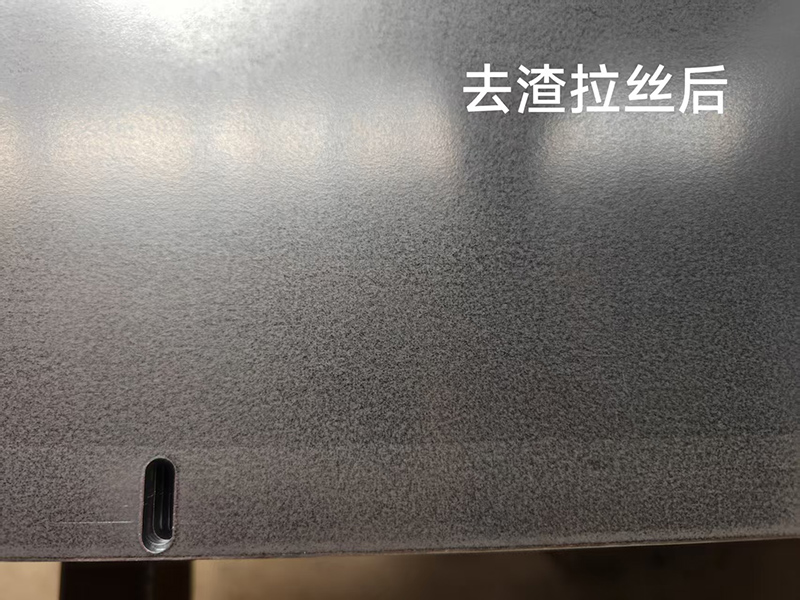
激光切割機功率是影(yǐng)響切割質量(liàng)的重要因素之一(yī)。激光(guāng)功率越大,所能(néng)切割的板材厚度也(yě)越厚。在相同板(bǎn)厚時,切割不鏽(xiù)鋼及鋁等有色金屬比(bǐ)切割碳鋼所需(xū)激(jī)光功(gōng)率要(yào)大得多。但隨著激光(guāng)功率的增加,切縫寬度和熱影(yǐng)響區均會增大。
隨著激光功率的增加,切割速度和可切割板厚均增加。如果低碳鋼板厚增大,則應采用較大直徑的噴嘴和較低(dī)的氧氣壓力,以防止燒壞切口邊緣。鋁板對激(jī)光有(yǒu)強烈(liè)的反射作用和高導熱性,比低碳鋼和不鏽鋼難以切割。與切割低(dī)碳鋼相比,在同樣激光功率下,切鋁合金的切割速度和可切板厚均(jun1)較低。