激光切割機對於10mm厚(hòu)以下鋼板(bǎn)的切割已不成問(wèn)題(tí)。但如果要切割更(gèng)厚的鋼板, 往往要求助於輸出功率超過5kW的高功率激光(guāng)器, 而且切割質量也(yě)明顯下降(jiàng)。由於高功率激光器設備成本昂貴, 其輸出的(de)激光模式(shì)也不利於激光切割, 所以傳統激光(guāng)切割方法(fǎ)在切割厚板時,不具備優勢。金屬切割厚板的存在以下技術難點:
無(wú)錫激光切割加工,常州激光切割加工(gōng)認準無錫91污视频在线观看金屬
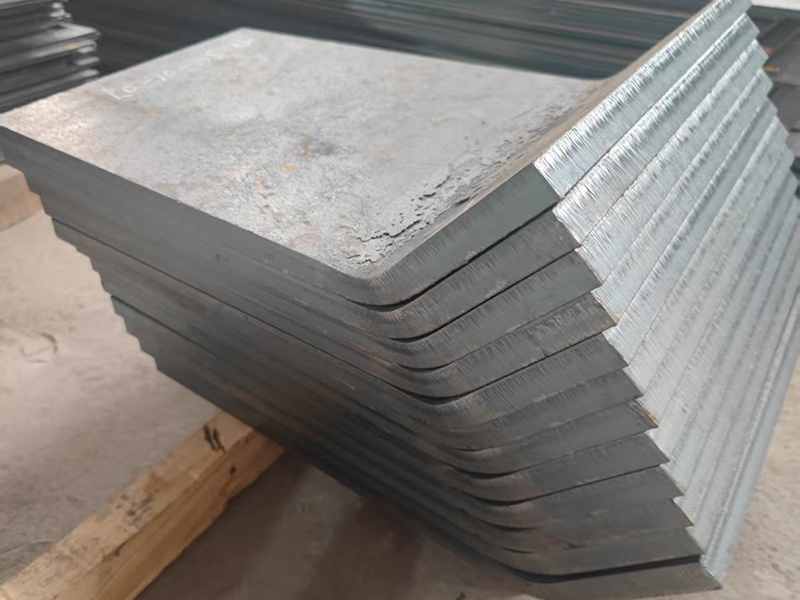
1、準穩態燃(rán)燒過程維持比較困難。金屬激光切割機(jī)實際切割過(guò)程中,能切透的板厚(hòu)是有限的,這(zhè)與(yǔ)切割前沿鐵不能穩定燃(rán)燒密(mì)切相(xiàng)關(guān)。燃燒過程要能持續進行,切縫頂部的溫度必須(xū)達到燃(rán)點。單獨靠鐵(tiě)氧燃燒反應(yīng)釋放的能量,實際上不能(néng)確保燃燒過程持續進行。一方麵,是(shì)由(yóu)於切縫被噴嘴噴出的氧流連續冷卻,降低了切割前沿的溫度:另一方麵,燃燒形成的氧化亞鐵層(céng)覆蓋在工件表麵,阻礙氧的擴散,當氧的濃度降低到一定程度時(shí),燃燒過程將會熄滅(miè)。采(cǎi)用傳統會聚性光束進行激光切割時,激光束作用於(yú)表麵的區域很小,由於激光(guāng)功(gōng)率密度很高,所以(yǐ)不僅僅在(zài)激光輻射的區域(yù),工件表麵溫度達到了燃點,而且由於熱傳導,一個更(gèng)寬的(de)區(qū)域達到了燃(rán)點溫度(dù)。而氧流作用於工件表麵的直徑要比激光束直徑(jìng)要大。這表明不僅在激光輻射區域, 要發生強(qiáng)烈地燃燒反應(yīng),而且在激光束(shù)照(zhào)射的光(guāng)斑外圍(wéi)也要同時發生燃燒。厚板切割時,切割速度相當慢,工件表麵鐵氧燃燒的速度要(yào)比切割頭行進的速度快。燃(rán)燒持續一段時間後,由於氧(yǎng)的濃(nóng)度下降,而導致燃燒過程(chéng)熄滅。隻(zhī)有當切割頭行進到(dào)該位置時(shí),燃燒反應又(yòu)重新開始。切割前沿的燃燒(shāo)過程是周期性地進行,這樣(yàng)就會導致(zhì)切割(gē)前(qián)沿的溫度波動,切口質量變差。
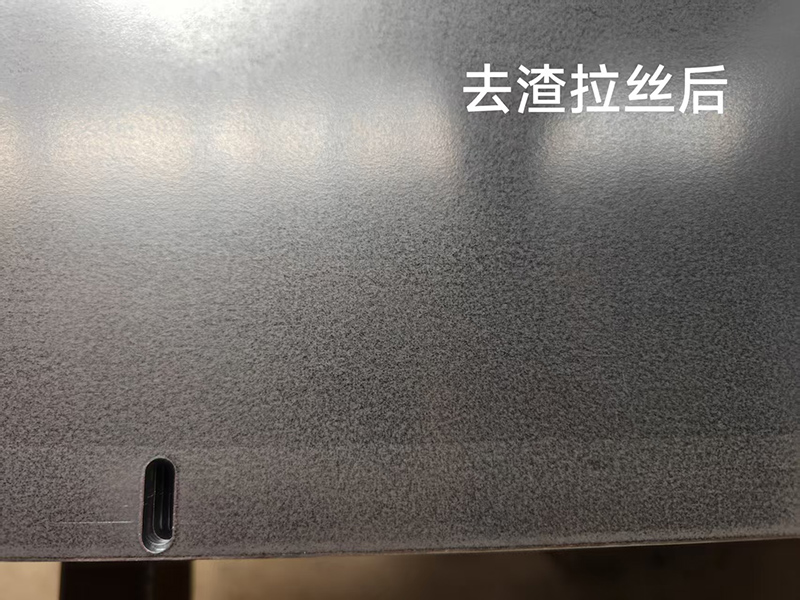
2、板厚方向氧純度和壓力難以維持恒定。金屬激光切割機厚板切割時,氧純度下(xià)降也(yě)是影響切口質(zhì)量的(de)重(chóng)要因素。氧流的純度對切割(gē)過程有(yǒu)強(qiáng)烈影響。當氧(yǎng)流純度下降0. 9%,鐵(tiě)氧燃燒率將下降10%;純度下降5%時,燃燒率將下降37%。燃燒率下降將大大減少了燃燒過程輸入到切(qiē)縫中的(de)能量,降低了切割速度,同時切割麵液態層中鐵的含量增加,從而增大到熔渣的粘性,導致熔渣排出困難,這樣在切口下部就會出(chū)現嚴重的掛(guà)渣,使切口(kǒu)質量變得難以接受。為了保持切割穩定進行,要求在(zài)板厚方向切割氧流的純度及壓力要基本保持恒定。傳統(tǒng)激光切割(gē)工藝中,常常使用普通(tōng)錐形噴嘴,這種噴嘴在薄(báo)板切割中能滿足使(shǐ)用要求。但在切割厚板時,隨著(zhe)供氣壓力(lì)增大,噴嘴的流(liú)場中容易形(xíng)成激波,激波對切割過程(chéng)有(yǒu)許多危(wēi)害,降低氧流的純度,影響切口質量。
解決這個問題一般有三種(zhǒng)辦法:(1)在切割氧流周(zhōu)圍(wéi)添加(jiā)預熱火焰(2)在切割氧流周圍添加輔助氧流(3)合理設計噴嘴內壁, 改善氣流流場特征。